TEKNOLOGI MEKANIK "Penyambungan, Pemotongan, Pembentukan"
METODE PENYAMBUNGAN
Konstruksi Sambungan
Penyambungan logam adalah suatu proses yang dilakukan
untuk
menyambung 2 (dua)
bagian
logam atau lebih. Penyambungan bagian–bagian logam ini dapat dilakukan
dengan berbagai macam
metoda sesuai dengan kondisi dan bahan
yang digunakan. Setiap
metode penyambungan yang digunakan
mempunyai
keuntungan
tersendiri dari metoda lainnya,
sebab metoda penyambungan yang digunakan pada suatu
konstruksi
sambungan
harus
disesuaikan
dengan kondisi yang ada, hal ini mengingat efisiensi
sambungan. Pemilihan metoda penyambungan
yang tepat dalam
suatu konstruksi sambungan harus dipertimbangkan efisiensi sambungannya, dengan
mempertimbangkan beberapa faktor
diantaranya :faktor proses
pengerjaan sambungan, kekuatan
sambungan, kerapatan sambungan, penggunaan konstruksi sambungan dan faktor
ekonomis.
Proses
Pengerjaan Sambungan Proses pengerjaan sambungan yang dimaksud adalah bagaimana
pengerjaan konstruksi sambungan itu dilakukan seperti: sambungan untuk
konstruksi tangki dari bahan pelat lembaran. Untuk menentukan sambungan yang
cocok dengan kondisi tangki ini ada beberapa alternatif persyaratan.
Persyaratan yang paling utama adalah tangki ini tidak boleh bocor. Tangki harus
tahan terhadap tekanan. Proses penyambungannya hanya dapat dilakukan dari sisi
luar dan sebagainya. Jika dipilih
sambungan baut dan mur kurang sesuai, sebab sambungan ini kecenderungan untuk
bocor besar terjadi. Sambungan lipat akan sulit dilakukan sebab tangki yang
dikerjakan cukup besar dan bahannya juga cukup tebal, sehingga akan sulit untuk
dilakukan pelipatan. Persyaratan yang paling sesuai untuk kondisi tangki ini
adalah sambungan las. Sambungan las mempunyai tingkat kerapatan yang baik serta
mempunyai kekuatan sambungan yang memadai. Di samping itu segi operasional
pengerjaan sambungan konstruksi las lebih sederhana dan relatif murah, maka
yang paling mendekati sesuai untuk konstruksi tangki ini adalah sambungan las.
Kekuatan
Sambungan Contoh pertimbangan penggunaan sambungan ini adalah pembuatan tangki.
Dengan persyaratan seperti pada uraian di atas, maka pemilihan metoda penyambungan
yang cocok untuk tangki jika ditinjau dari sisi kekuatannnya adalah sambungan
las. Sambungan las ini mempunyai tingkat efisiensi kekuatan sambungan yang
relatif lebih baik jika dibandingkan dengan sambungan yang lainnya.
Kerapatan
Sambungan Tangki biasanya digunakan
untuk tempat penyimpanan cairan maka pemilihan sambungan yang tahan terhadap
kebocoran ini diantaranya adalah sambungan las.
Kriteria sambungan las ini merupakan pencairan kedua bagian bahan logam
yang akan disambung ditambah dengan bahan tambah untuk mengisi celah sambungan.
Pencairan bahan dasar dan bahan tambah ini menjadikan sambungan las lebih rapat
dan tahan terhadap kebocoran.
Penggunaan
Konstruksi Sambungan Penggunaan dimana konstruksi sambungan las itu akan
digunakan juga merupakan pertimbangan yang tidak dapat diabaikan apalagi jika konstruksi tersebut bersentuhan dengan
bahan makanan. Kemungkinan lain jika
konstruksi sambungan tersebut digunakan untuk penyimpanan bahan kimia
yang sangat mudah bereaksi dengan bahan logam.
Untuk konstruksi tangki yang digunakan sebagai bahan tempat penyaluran
minyak, maka sambungan las masih sesuai dengan penggunaan konstruksi tangki
ini.
Faktor
Ekonomis Faktor ekonomis yang dimaksud dalam pemilihan untuk konstruksi
sambungan ini adalah dipertimbangkan berdasarkan biaya ke-seluruhan dari setiap
proses penyambungan. Biaya ini sejalan dengan ketersediaan bahan-bahan, mesin
yang digunakan juga transportasi dimana konstruksi tersebut akan di instal.
Besar kecilnya konstruksi sambungan dan volume kerja sambungan juga menjadi
bahan pertimbangan secara keseluruhan
Contoh pemilihan metoda yang tepat untuk suatu
konstruksi sambumgam dapat dilihat pada
perakitan file cabinet. Metoda perakitan file cabinet yang digunakan adalah
metoda penyambungan dengan las titik. Pertimbangan pemilihan ini mengingat
proses penyambungan dengan las titik ini sedehana, mempunyai kekuatan sambungan
yang baik dan hasil penyambungannya tidak menimbulkan cacat pada plat.
Metoda-metoda penyambungan yang umum digunakan
untuk kostruksi sambungan plat-plat tipis ini diantaranya :
1. Metoda penyambungan dengan lipatan
2. Metoda penyambumgan dengan keling
3. Metoda penyambungan dengan solder
4. Metoda penyanmbungan dengan las titik
5. Metoda las busur
6. Metoda las oksi-asetilen
7. Metoda penyambungan baut dan mur
Masing-masing metoda penyambungan ini mempunyai
proses pengerjaan yang berbeda-beda.
Sambungan
Keling
Sambungan Keling Biasa (Rivet) Riveting adalah suatu
dari metoda penyambungan yang sederhana. Penggunaan metoda penyambungan dengan
riveting ini sangat baik digunakan untuk penyambungan pelat-pelat alumnium,
sebab plat plat aluminium ini sangat sulit disolder atau dilas. Dari
metoda-metoda lain yang digunakan untuk proses penyambungan aluminium metoda riveting inilah
yang sangat sesuai digunakan, dan
mempunyai proses pengerjaan yang mudah dilakukan.
Solder
/ Patri
Solder adalah suatu proses penyambungan antara dua
logam atau lebih dengan menggunakan panas untuk mencairkan bahan tambah sebagai
penyambung, dan bahan pelat yang disambung tidak turut mencair. Ditinjau dari
segi penggunaan panas maka proses penyolderan ini dibagi dalam dua kelompok,
yakni solder lunak dan solder keras.
Penggunaan solder dari berbagai jenis bahan, biasanya dititik beratkan
pada kerapatan sambungan, bukan pada kekuatan sambungan terutama pada solder
lunak. Dalam melakukan proses penyolderan ini dibutuhkan fluks yang berfungsi
untuk membersihkan bahan serta sebagai unsur pemadu dan pelindung sewaktu terjadinya
proses penyolderan.
Ada 2 macam penyoderan yaitu :
Solder Lunak Penggolongan solder lunak berdasarkan
temperatur yang digunakan untuk proses penyolderan. Temperatur yang digunakan
solder lunak ini berkisar di bawah 450˚. Solder keras/brazing Solder keras
dibagi dalam dua kelompok yakni : Brazing dan silver. Pembagian kelompok ini
berdasarkan komposisi penyolderan, titik cair dan fluks yang digunakan. Brazing
mempunyai komposisi kandungan tembaga dan seng. Fluks yang digunakan dalam
proses penyolderan adalah boraks dengan menggunakan pemanas antara bbo 880* -
890* C. Silver mempunyai komposisi kandungan perak. Tembaga dan seng. Fluks
yang dipakai dalam proses penyolderan silvering ini ada dua yakni tenacity dan
easy flo. Temperatur yang digunakan untuk penyolderan berkisar 750˚ C.
Las Resistansi (Tahanan)
Las resistensi listrik adalah suatu cara pengelasan
dimana permukaan pelat yang disambung ditekankan satu sama lain dan pada saat
yang sama arus listrik dialirkan sehingga permukaan tersebut menjadi panas dan
mencair karena adanya resistensi listrik. Dalam las ini terdapat dua kelompk
sambungan yaitu sambungan tumpang dan sambungan tumpul. Sambungan tumpang
biasanya digunakan untuk pelat-pelat tipis. Penyambungan pelat-pelat tipis
sangat baik dikerjakan dengan las resistansi listrik. Proses penyambungan
dengan las resistansi ini sangat sederhana, dimana sisi-sisi pelat yang akan
disambung ditekan dengan dua elektroda dan pada saat yang sama arus listrik
yang akan dialirkan pada daerah pelat yang akan ditekan melalui kedua
elektroda. Akibat dari aliran arus listrik ini permukaan plat yang ditekan
menjadi panas dan mencair, pencairan inilah yang menyebabkan terjadinya proses
penyambungan. Penggunaan las resistansi listrik untuk penyambungan pelat-pelat
tipis yang biasa digunakan terdiri dari 2 jenis yakni :
1.
Las Titik (spot welding)
Proses pengelasan dengan las resistansi titik ini
hasilnya pengelasan membentuk seperti titik. elektroda penekan terbuat batang
tembaga yang dialiri arus listrik yakni, elektroda atas dan bawah. Elektroda
sebelah bawah sebagai penumpu plat dalam keadaan diam dan elektroda atas
bergerak menekan plat yang akan disambung
2.
Las Resistansi Rol
(Rolled Resistance Welding)
Proses pengelasan resistansi tumpang ini dasarnya sama
dengan las resistansi titik,tetapi dalam pengelasan tumpang ini kedua batang
elektroda diganti dengan roda yang dapat berputar sesuai dengan alur/garis
pengelasan yang dikehendaki. Pengelasan tumpang ini mempunyai kelebihan yakni dapat
mengelas sepanjang garis yang dikehendaki.
Teknik mengelas yang diterapkan dalam proses pengelasan
dapat dilakukan dengan mengikuti aturan atau ketentuan yang umum berlaku pada
pengelasan. Skema proses pengelasan
memperlihatkan bahwa beberapa parameter untuk pengelasan yang dilakukan pada
posisi di bawah tangan meliputi: Arah pengelasan, Gerakan elektroda yang
digunakan, Sudut antara elektroda dengan benda kerja arah memanjang, Sudut
antara elektroda dengan benda kerja arah melintang, Jarak elektroda ke benda
kerja, Jarak/gap antara benda kerja yang akan disambung, Kecepatan pengelasan, Penetrasi
pengelasan.
METODE
PEMOTONGAN
Dasar-Dasar Proses Pemotongan
Pelat-pelat hasil produksi pabrik umumnya masih dalam
bentuk lembaran yang ukuran dan bentuknya bervariasi. Pelat-pelat dalam bentuk
lembaran ini tidak dapat langsung dikerjakan, sebab terlebih dahulu harus
dipotong menurut gambar bukan komponen yang akan dibentuk pengerjaan.
Pembentukan pelat dalam bentuk lembaran ini kurang efektif apabila dikerjakan
secara langsung. Dalam dunia industri istilah pemotongan pelat sebelum
dikerjakan disebut pemotongan awal (pre
cutting).
Teknik-teknik pemotongan pelat ini dapat dilakukan dengan
berbagai macam teknik pemotongan pelat dengan peralatan tangan, mesin- mesin
potong manual, mesin gunting putar, pemotongan dengan batu gerinda dan
pemotongan dengan gas. Kemampuan potong suatu mesin potong dikelopokkan menjadi
tiga kelompok utama yakni; pemotongan lurus, melingkar, dan bentuk profil.
Peralatan dan alat pemotong harus di rawat dan di simpan
dengan baik. Kerena itu sangat berpengaruh pada hasil pemotongan pada benda
kerja. Penggunaan mesin dan alat juga menentukan hasil dari pekerjaan.
Contohnya penggunaan gergaji, tingkat kekencangan pada daun gergaji harus
diperhitungkan untuk bahan apa yang akan kita kerjakan.
Alternatif pemilihan metode pemotongan yang tepat harus
disesuaikan berdasarkan faktor-fator berikut: Jenis bahan, bentuk profil bahan
yang akan dipotong seperti lembaran, bulat, segiempat dll, tebal bahan, bentuk
pemotongan (lurus atau melingkar), jumlah yang akan dipotong, alat potong yang tersedia, toleransi hasil
pemotongan yang dibutuhkan. Hasil pemotongan yang baik dapat diperoleh dengan
mengukur secara tepat sesuai dengan gambar kerja dan harus dipertimbangkan
kehilangan ukuran akibat proses pemotongan tersebut.
PROSES PEMBENTUKAN
Prinsip dasar pembentukan logam merupakan proses yang
dilakukan dengan cara memberikan perubahan bentuk pada benda kerja. Perubahan
bentuk ini dapat dilakukan dengan cara
memberikan gaya luar sehingga terjadi deformasi plastis. Deformasi dapat
dilihat sebagai perubahan bentuk dan ukuran. Perubahan bentuk yang terjadi
dapat dibedakan atas deformasi elastis dan deformasi plastis. Deformasi elastis
adalah perubahan bentuk yang terjadi bila ada gaya yang bekerja, serta akan
hilang bila bebannya ditiadakan. Dengan kata lain bila beban ditiadakan, maka
benda akan kembali ke bentuk dan ukuran semula. Sedangkan deformasi plastis
adalah perubahan bentuk yang permanen, meskipun bebannya dihilangkan maka
kondisi benda akan tetap berbah bentuknya sesuai dengan bentuk yang dikenakan
pada benda tersebut.
Proses pengerjaan dingin (cold working) yang merupakan
pembentukan plastis logam di bawah suhu rekristalisasi pada umumnya dilakukan
disuhu kamar jadi tanpa pemanasan benda kerja. Keuntungan dari pembentukan
dingin diantaranya tidak dibutuhkan pemanasan, permukaan yang lebih baik,
ketelitian yang lebih baik, ukurannya bisa seragam, kekuatan tariknya akan
lebih baik dari bahan asalnya
Pengaruh pengerjaan dingin terhadap sifat bahan logam,
pada daerah di bawah temperatur rekristalisasi, deformasi akan menyebabkan
naiknya kekerasan, naiknya kekuatan, tetapi disertai dengan turunnya keuletan.
Secara makro kenaikan kekuatannya dapat diperoleh dengan mengadakan uji
mekanik, misalnya uji tarik. Kekerasan dan kekuatan bahan yang dikerjakan menjadi meningkat
kondisi ini dapat dianggap sebagai hal yang positif, namun karena disertai
dengan berkurangnya keuletan logam, logam menjadi getas, sehingga logam akan
makin sukar dibentuk, serta pada suatu saat menjadi rapuh sehingga tidak dapat
dideformasi lagi. Proses untuk mengembalikan ke sifat-sifatnya semula, yaitu
lunak dan ulet perlu dilakukan proses pemanasan terhadap benda kerja yang
telah mengalami pengerjaan dingin.
Pembentukan pelat secara manual merupakan proses
pembentukan yang dilakukan menggunakan landasan-landasan pembentuk dengan
menggunakan berbagai macam bentuk palu. Landasan pembentuk ini dikenal juga
dengan istilah Pancang Tinman. Palu yang
digunakan dalam proses pembentukan ini juga terdiri dari berbagai jenis palu pembentuk.
Palu pembentuk ini dapat dibedakan mulai dari ukuran, jenis dan bentuk kepala
palu.
Proses pembentukan pelat secara manual ini ditinjau
secara mekanika dan metalurgi fisiknya merupakan proses deformasi plastis.
Deformasi plastis ini adalah perobahan bentuk yang diinginkan dimana proses ini
apabila pelat mengalami pemukulan akan menyebabkan pelat berobah bentuk.
Pukulan pembentukan ini melebihi batas elastisitas pelat yang dibentuk. Setelah
pelat mengalami pembentukan diatas landasan ini pelat mengalami perobahan
bentuk.
Karakteristik pembentukan secara manual ini memiliki
bentuk- bentuk yang sangat bervariasi, sebab pembentuk dengan manual ini sangat
tergantung pada bentuk landasan dan kepala palu yang digunakan. Karakteristik hasil pembentukan secara manual
ini memiliki kelebihan dari semua proses pembentukan yang ada. Proses
pembentukan secara manual ini dapat melakukan semua proses pembentukan yang
ada, hal ini sangat tergantung pada kemampuan atau skill pekerja yang
melakukannya.
Streching pada dasarnya merupakan proses pembentukan
Rentang yakni proses pembentukan gaya tarik utama sehingga bahan tertarik pada
peralatan atau blok pembentukan. Proses penekanan atau blanking ini didasarkan
pada proses pengguntingan. Pengguntingan kontur tertutup, dimana logam didalam
kontur adalah bagian yang diinginkan, dinamakan penebukan. Deep Drawing merupakan proses penarikan dalam adalah salah satu
jenis proses pembentukan logam, dimana bentuk pada umumnya berupa silinder dan
selalu mempunyai kedalaman tertentu.
Mesin penekan (Squeezing)
adalah suatu penekan aksi tunggal yang mempunyai landasan yang sempit dan
sangat panjang. Kegunaan utama penekan ini adalah untuk membentuk benda-benda
yang panjang melengkung, seperti saluran dan lembaran bergelombang.
Pembentukan-hydro karet (rubber
hydroforming) adalah modifikasi dari penumbuk dan cetakan konvensional, di
mana bantal karet berfungsi sebagai cetakan. Pembentukan karet, atau proses
Guerin. Aplikasi ini biasanya diterapkan di pembuatan body mobil kereta dan sebagainya.
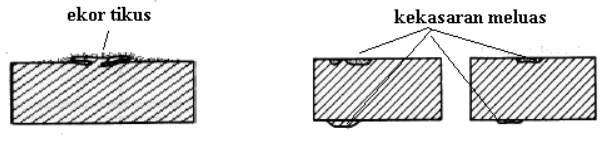
Proses Spinning
pada dasarnya merupakan proses pembentukan pelat dengan menekan bahan dasar
pelat ke dies pembentuk sambil material ditekan dengan tool penekan sampai
membentuk seperti yang ada pada dies. Proses pembentukan dengan spinning ini
dilakukan penekanan secara bertahan di seluruh permukan pelat yang akan dispin
atau diputar. Proses penekanan dengan putar ini tidak boleh dilakukan sekaligus
dengan penekanan yang keras. Hasil penekan keras akan memberikan dampak
kerusakan pada permukaan pelat. Kemungkinan lain juga dapat menyebabkan pelat
menjadi robek atau pecah. Peralatan yang digunakan pada proses spinning ini
adalah satu unit mesin bubut yang digunakan untuk memutar benda kerja. Dies dan
tool penekan sebagai peralatan pembentukan.

Komentar
Posting Komentar